

Брак изделий при прессовой вулканизации

Наиболее распространенный вид брака изделий при прессовой вулканизации — «недопрессовка» — возникает в результате следующих причин:
- неудовлетворительной по качеству резиновой смеси (жесткая, плохо растекающаяся смесь, с большим содержанием асбеста, талька и каолина, или слишком мягкая свежевальцованная смесь с большим количеством обрезков);
- недостаточного давления на заготовки, что вызывается малым удельным давлением на плите пресса;
- местного скопления воздуха в полости форм, возникающего вследствие неудовлетворительной конструкции формы; неудовлетворительной конфигурации заготовки; недостаточной по объему мготовки; отсутствия подпрессовки; слишком быстрой прессовки.
Наличие летучих веществ в смеси приводит к образованию пузырей, появляющихся преимущественно в нижней части изделия.

Повышенная влажность ингредиентов ведет к образованию пор в толще изделий и углублений на поверхности их. Неудовлетворительная очистка форм вызывает неровную шершавую и шероховатую поверхность изделий. Излишний объем заготовки ведет к большой выпрессовке и отклонению размера по высоте изделия.
Брак изделий из-за неправильной конфигурации формовых заготовок иллюстрируют такие примеры. На рис. 23 показан разрез части многоместной формы для крышек малых аккумуляторных баков, заготовка состоит из прямоугольного куска резины, к которому приклеен отрезок трубки.
Если наружный диаметр трубки меньше гнезда формы (рис. 23, а), то зазор, образующийся между наружной поверхностью трубки и стенкой формы, позволяет воздуху свободно выходить из гнезда формы. Если же для заготовки применена трубка с более толстой стенкой, то зазор с момента вставки заготовки в форму (рис. 23, б) окажется закрытым. Сжатый в форме воздух вызовет в готовом изделии губчатость, пузыри или недопрессовку на концах трубок.
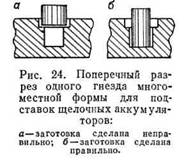
На рис. 24 приведен разрез одного гнезда многоместной формы для подставок щелочных аккумуляторов. Если шприцованная цилиндрическая заготовка имеет несколько больший диаметр (рис. 24, а), чем нижняя часть гнезда формы, то, несмотря на значительное увеличение заготовки, брак по недопрессовке низа изделия неизбежен.
Правильно выполненная заготовка должна иметь меньший диаметр, чем нижняя часть гнезда (рис. 24, б).