


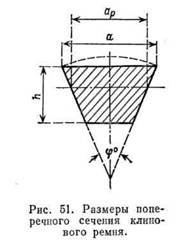
Основные типы клиновых ремней. В последнее время большое распространение получил новый вид ременной передачи (рис.50) — клиновыми ремнями с трапециевидным поперечным сечением (рис. 51). В отличие от плоских приводных ремней, работающих на плоских или слабо выпуклых шкивах, клиновые ремни работают на шкивах, имеющих соответственные канавки. В эти канавки ремни вклиниваются своими боковыми гранями, чем создается необходимое трение.
Клиновые ремни в зависимости от их применения разделяются на две руппы: ремни станочные и ремни вентиляторные. Ремни первой группы устанавливаются по два и более на шкивах, имеющих соответственное количество канавок, применяются на передачах мощностью до 900 кВт. Клиновые станочные приводные ремни изготовляются согласно ГОСТ 1284—68 и ГОСТ 10286—62 (для сельскохозяйственных машин). Ремни второй группы, изготовляемые по ГОСТ 5813—64, устанавливаются по одному (реже по два) на шкиве. Такие ремни применяются для передачи движения от вала двигателя к вентилятору, насосу и генератору в автомобилях, ремни грм тракторах и комбайнах.
Клиновые ремни изготовляются бесконечными как штучные изделия в установленном ассортименте длин и профилей. Значительно меньшее применение имеют конечные ремни, стыкуемые при постановке на привод.
Различают внутреннюю длину ремня, соответствующую длине по внутренней его окружности, и расчетную. За расчетую длину ремня принимают длину на уровне расчетной его ширины (см. главу 10). Клиновые станочные ремни изготовляют семи профилей и различных, но ограниченного ассортимента, внутренних длин (от 500 до 14 000 мм). Размеры вентиляторных клиновых ремней для автомобилей и тракторов включают пять профилей (с ассортиментом внутренних длин от 560 до 1.682 мм).
Особенности работы клиновых ремней. Передача клиновыми ремнями имеет следующие особенности по сравнению с передачей плоскими приводными ремнями:
1. Упрощение монтажа и ухода, так как клиновые ремни не требуют сшивки.
2. Сокращение габаритов установки, поскольку клиновые рем и и допускают передачи с минимальным расстоянием между шкивами и большим передаточным числом (до 7 и даже до 10). Компактность установки — ценная особенность клиноременной передачи. Именно по этой причине клиновые ремни вытеснили другие виды передач в прядильных и иных машинах с индивидуальными приводами от быстроходных моторов.
3. Меньшее давление на валы, так как клиновые ремни обеспечивают передачу при меньшем натяжении.
4. Передача клиновыми ремнями отличается большим постоянством передаточного числа, бесшумностью, большей безопасностью, чистотой и надежностью работы.
Для нормальной работы клиновых ремней необходимо соблюдение ряда условий. Недопустимо ставить ремни излишне большого или, наоборот, недостаточного профиля. В первом случае погружение в канавку будет неполным и боковые стороны ремня быстро сработаются.
Во втором случае ремень будет лежать на дне канавки, скользить и нагреваться, что также поведет к преждевременному износу. Лишь правильно выбранные ремни, полностью прилегающие рабочими сторонами к канавкам шкива без излишнего погружения в них (рис. 52) и соответственной длины, будут работать нормально. Расстояние между нижним основанием и дном канавки устанавливается, следуя рискам на шкиве, но должно быть не менее 5 мм. Диаметры шкивов и профили их канавок должны соответствовать сечениям ремней.

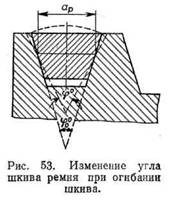
Вследствие относительно большой высоты клиновых ремней при огибании ими шкива наблюдаются значительные деформации поперечного сечения ремней. Растяжение материала по верхнему основанию трапеции сопровождается поперечным сжатием, т. е. уменьшением ширины верхнего основания. Сжатие материала по нижнему основанию ведет к увеличению ширины нижнего основания, в результате чего угол клина уменьшается (рис. 53). Поэтому для обеспечения работы и равномерного снашивания боковых граней ремней необходимо уменьшать угол клина канавок шкивов по сравнению с углом клина ремней.
Конструкции клиновых ремней. Первая по времени освоения конструкция клиновых ремней представляла накатное кольцо с сердцевиной из кордткани и с тканевой оберткой, закроенной диагонально. Вулканизацией в соответствующих формах ремню придавалось требуемое сечение. Ремни этой конструкции обнаруживали в эксплуатации ряд недостатков. Нити корда, закатываемого вручную в жгут, располагались в ремне непараллельно, беспорядочно. Вследствие этого напряжение распределялось неравномерно; более короткие и, следовательно, более нагруженные нити разрывались раньше других, что вело к быстрому износу ремня.
Относительно большие размеры сердечника вызывали отслаивание нитей корда, расположенных выше или ниже нейтрального слоя. Эти недостатки были устранены введением слойной конструкции клиновых ремней. В таких ремнях минимально необходимое количество параллельных несущих нагрузку кордных слоев располагается в срединной зоне сечения ремня, во всю его ширину. Кордовый сердечник ремня принимает на себя натяжение, возникающее при работе ремня.
Так как небольшая толщина кордового слоя не могла бы обеспечить должное положение его в канавках шкива и достаточную поверхность трения, то, в целях необходимого развития боковых граней, в ремень вводятся дополнительные резиновые и тканевые слои, а также тканевая защитная обертка. Верхний слой, прилегающий к широкому основанию трапеции и работающий в момент прохода ремня по шкивам на добавочное растяжение, носит название слоя растяжения; нижний, в этих условиях работающий на сжатие, называется слоем сжатия.
Большая высота клиновых ремней ведет к некоторому скольжению верха и низа боковых граней по поверхности канавок; скольжение вызывает нагревание ремней и износ их боковых граней. По этой причине высоту клиновых ремней ограничивают 30 мм.
Клиновые ремни с кордтканыо в срединном слое имеют следующие детали (рис. 54, а): слой сжатия из резины; сердечник из нескольких слоев корда; слой растяжения из резины или из нескольких слоев специальной ткани, закроенной под углом 45°. Толщина кордового слоя должна быть минимальной по сравнению с высотой ремня.
Наружную обертку ремня составляют один или два слоя прорезиненной ткани (возможно большей резиноемко-сти), закраиваемой под углом 45°. Способствуя лучшему оформлению ремня и устойчивой посадке в канавке шкива, обертка, однако, ведет к некоторому увеличению жесткости ремня на изгиб.

Переход к обертке выполняет промежуточный брекерий слой ткани. В дальнейшем конструкция клиновых ремней бла усовершенствована и кордткань заменили кордшнуром оуктуры 37/27/3, который располагается в эластичном резинош слое в один ряд (рис. 54, б) по низу зоны растяжения. В такк ремнях расслоение по несущему нагрузку слою исключается.
В новых видах клиновых вентиляторных ремней ввод; ся применение сердечника из металлокорда. Ремни с таки каркасом растягиваются меньше и показывают большую выншивость по сравнению с ремнями из хлопкового корда. Также вд]е более стойки и имеют меньшее поперечное сечение клиновые ремни, изготовленные из анидного кордшнура структуры 34/12/3, располагаемые из-за малой их жесткости по верху зоны растяжения.
Однако значительная деформируемость и изменение мехаяческих свойств текстильных материалов из синтетических волош с повышением температуры требует проведения предварителюй специальной термической обработки.Разработаны и уже производятся клиновые ремни с авсановым кордшнуром в сердечнике с основаниями меньшей шрины, так называемые узкие клиновые ремни.
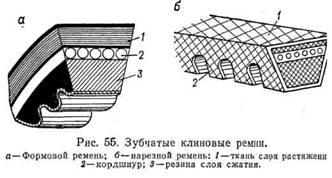
Зубчатые клиновые ремни. Для работы нашкивах малых диаметров требуются особенно гибкие ремни. Этим свойством обладают клиновые ремни с зубчатой внутреннейповерхностыо (рис. 55). Поперечно расположенные зубцы обеспечивают должную поперечную жесткость, а снижение высоты ремня на участках между зубцами ведет к значительному уменьшению продольной жесткости. Известны также ремни с зубцами на обеих сторонах; в такрх ремнях сердечник может быть расположен наиболее рационалшо. Зубчатые клиновые ремни, предназначаемые для приводов шераторов, вентиляторов и т. п. в железнодорожных вагонах, стикуются на месте, а потому изготовляются конечными, каркас их почти целиком состоит из ткани гарнитурового переплетения с нормальным закроем.
Известны так называемые сдвоенные клиновые ремни с шестигранным сечением профиля, а также ремни не клинового, а круглого сечения диаметром 9,5 мм.
Плоско-зубчатые ремни. Изготавливают зубчатые ремни, имеющие не клиновое, а прямоугольное сечение. Такие ремни используктся в передачах с зубчатыми шмвами (рис. 56).
Зубчато-ремешая передача является своеобразным «гибридом» ременной и зубчатой передач. Зубцы ремня находятся в зацеплении с вьступами-зубцами на поверхности шкивов. Этим обеспечивается строгое постоянство передаточного числа и отсутствие проскальзывания. В то же время тяговая усилие воспринимается сердечником ремня, изготовляемым иг металлических тросов или кордшнура. Ремни подобных передач не требуют значительного первшачального натяжения и работают на скоростях до 60—80 м/с с коэффициентом полезного действия, близким к 1,00. Области применения зубчатоременных передач крайне разнообразны: от швейных машин до установок в 750 кВт.

Плоско-зубчатые ремни, в зависимости от способа изготовления имеют две несколько различающиеся конструкции (рис. 56). Деталью, несущей нагрузку в обоих конструкциях, является спирально навитый металлокорд.
Изготовление клиновых ремней. Известно несколько механизированных способов сборки заготовок клиновых ремней: групповая (прямая и обратная), раздельная и индивидуальная; ряд особенностей имеет сборка зубчатых ремней.
Групповая прямая сборка применяется лишь при изготовлении сташчных ремней с кордтканевым сердечником. Заготовки таких рмней получают путем последовательной накатки слоев: промежут)чной ткани, резины и прорезиненной ткани, начиная со слоя жатия. Полученную цилиндрическую заготовку разрезают на отдельные кольца, каждое кольцо обертывается отдельно оберточной тканью.
Для изготовления ремней внутренней длиною до 4000 мм применяют однобарабанный накатчик заготовок — станок СКР-1Л, состоящий из сменного разъемного барабана (дорна), над которым помещается массивный прикаточный ролик, опускаемый и поднимаемый при помощи сжатого воздуха. Давление прикатки на 1см длины заготовки 50—100 Н. Для разрезки заготовки на кольца станок снабжен специальной штангой-суппортом, по которому в особой каретке передвигается нож, устанавливаемый под требуемым углом к образующей заготовки.
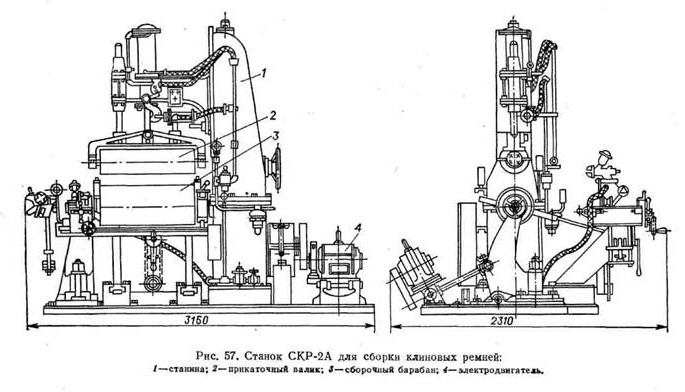
Станки СКР-1 последних выпусков имеют ряд улучшений (рис. 57). В них устранено консольное крепление сменных разъемных барабанов, вызывавшее неточность резки накатной заготовки. Взамен консольного крепления введена вторая опора для оси барабана. На этих станках вследствие применения ножей, поставленных под соответственным углом, резка заготовки производится за один проход.
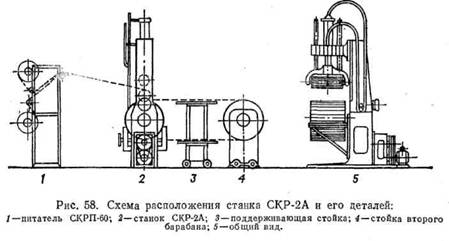
Изготовление ремней длиною 2500—14 000 мм потребовало бы значительного увеличения барабанов. Вместо этого к станку СК.Р-2А добавлен (рис. 58) второй, выносной барабан, ось которого может быть установлена на требуемом расстоянии от первого барабана. Для состыковки полос и для предупреждения провисания заготовки между первым и вторым барабанами помещается поддерживающая стойка. Прикатка слоез производится на первом барабане.
Если разрезка заготовки производится ножом, расположенным нормально к поверхности заготовки, то получают кольца прямоугольного сечения и, тем самым, полностью используют материал. Однако придание ремню во время вулканизации трапециевидной формы ведет к некоторому искривлению кордового слоя. Более предпочтительна резка под углом, дающая клиновидные заготовки ремней. В ремнях с такой заготовкой сохраняется правильное положение несущего нагрузку слоя ремня.
Для обертки заготовок сердечников клиновых ремней применяют оберточные станки ОКР-1 (рис. 59). Заготовку ремня надевают на консольно укрепленные шкивы 1 и 2. Затем для вытяжки заготовки несколько отодвигают шкив 2, а ролики 3 и 4 поднимают, прижимая к заготовке. Между роликом 3 и шкивом 1 заправляют ленточку оберточной ткани. Нажимом педали станок включают в работу: ленточку подают вручную с некоторым натяжением. Ролик 3 прикатывает ленточку к заготовке; ролик 4 загибает ее, а звездочки 5 завертывают кромки ленточки на прилегающую к шкивам сторону заготовки, ролики 6 уплотняют при-катку ленточки. Обертку заготовки второй ленточкой производят на втором таком же станке; стыки на первой и второй ленточках не должны совпадать, наружный стык располагается на широком основании трапеции.

Станок ОКР-2, применяемый для обертки ремней большой длины, имеет в основном то же устройство, но снабжен желобчатыми роликами для поддержания длинных ремней.
Групповая обратная сборка заготовок разработана и нашла широкое применение в производстве кордшнуровых ремней. В этом случае на сборный барабан, покрытый предохранительной рубашкой, изготовляемой из резиновой смеси без ускорительной и вулканизующей групп, первым накладывают один так называемый промежуточный слой — ткань, закроенную под углом 45°.
Далее следует накатка: материалов, составляющих слой растяжения (резины или прорезиненной ткани); резинового слоя, служащего для обкладки кордшнурового слоя; наводка кордшнура, предварительно пропитанного резиновым клеем или латексной резорцинформальдегидной смесью; накатка второго слоя резиновой обкладки кордшнура; резиновых слоев сжатия и иногда второго промежуточного тканевого слоя. Для увеличения прочности связи обкладочной резины с кордшнуром применяется также пульверизационное покрытие заготовки одновременно с наводкой кордшнура. Кордшнур укладывают спирально, виток к витку, под достаточным натяжением.
Отсутствие стыка в этом слое представляет существенную особенность кордшнуровых ремней. Резку заготовок на кольца осуществляют так, что профилю заготовок сразу же придается трапециевидное или шестигранное сечение. Узкое основание трапеции при этом оказывается по наружной стороне кольцевой заготовки; при последующей обертке заготовку необходимо вывернуть.
Имея ряд преимуществ перед способом прямой сборки, обратная сборка все же сохраняет основной недостаток, свойственный обоим этим методам — недифференцированность операций и непроизводительную трату времени на сушку после промазки клеем слоев, включающих кордшнур.
Групповая сборка заготовок с разделением операций имеет следующие переделы и обслуживающее их оборудование:
1) сборка заготовки от первого промежуточного слоя до накладки первого слоя резиновой обкладки кордшнура (включительно) на станке СКРВ-1;
2) наводка кордшнура (на станке СКРН-1) с одновременным покрытием поверх наводки клеем;
3) сборка заготовки от второго слоя резиновой обкладки кордшнура до второго промежуточного слоя (включительно) на станке СКРВ-1;
4) резка заготовки на кольца на станке СКРО-1 и пневматический съем с барабана.Станки СКРВ-1, применяемые на операциях 1 и 3, одинаковы и однотипны с оборудованием, применяемым для групповой сборки, но без накаточного устройства.
Все станки агрегата групповой раздельной сборки связаны кольцевым монорельсом с двумя тельферами. Упрощение и специализация станков позволили увеличить скорости, ввести автоматический останов и автоматическое торможение барабана.
Групповая сборка с разделением операций является в настоящее время наиболее прогрессивным поточным методом и будет иметь наибольшее распространение.
Индивидуальная сборка каждого ремня в отдельности имеет несколько иную организацию работы. Предварительно заготовляют ленточки оберточной ткани, нарезанные под углом 45°; профилируют цельнорезиновый слой сжатия и дублируют его с ленточками обертки; заготовляют из прорезиненной ткани ленточки слоя растяжения.Сборка заготовок производится непосредственно в вулканиза-ционной (разборной) форме и состоит в последовательном наложении: обкладки с лежащим на ней слоем сжатия, полосы кордткани, ленты слоя растяжения и завершается стыковкой оберточной ткани. Подобным же способом производится сборка и кордшнуровых ремней.
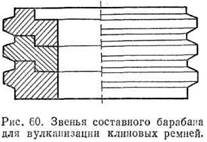
Вулканизация клиновых ремней. Точную длину и размеры профиля ремни получают в процессе вулканизации. Вулканизацию небольших ремней внутренней длины до 1700 мм производят на разъемных барабанах, состоящих из отдельных звеньев (рис. 60). При сборке барабана заготовку надевают на звено с небольшим натяжением. Собранный барабан покрывают верхним диском, подирессовывают в гидравлическом или пневматическом прессе и скрепляют болтом. Канавки на боковой поверхности барабана, образуемые наложением звеньев одно на другое, имеют размеры, соответствующие профилю и длине вулканизуемых ремней.
Для придания заготовкам точного профиля их впрессовывают в канавки барабана путем обкатки на трехвалковой обкаточной машине. Опускание и прижим верхнего валка, а также подъем его производятся пневматическим устройством. Перед обкаткой боковую поверхность барабана обертывают мокрой тканью. Обкатка заканчивается бинтовкой барабана тканевым бинтом. Если объем заготовок немного больше объема канавок, узкое основание и боковые грани ремня получают прямолинейные очертания, верхнее же основание — характерную для этого способа вулканизации небольшую выпуклость (порядка 1 мм).
Если же не были соблюдены калибры прорезиненных тканей или наблюдалось отклонение в ширине резки заготовок сердечников и объемы заготовок ремней оказались разными, то при обкатке ремень излишне большого объема не уместится в канавке и будет иметь заусенцы, а ремень малого объема окажется ыедо-прессованным. Возможно также образование волнистости в сердечнике ремня. Поэтому перед закаткой обязателен контроль веса каждой заготовки. Вулканизация клиновых ремней на разъемных барабанах производится в котлах острым паром. Ремни этого способа вулканизации имеют устойчивую кривизну. Для транспортирования барабанов между производственными операциями применяют тельфер с замкнутым подвесом.
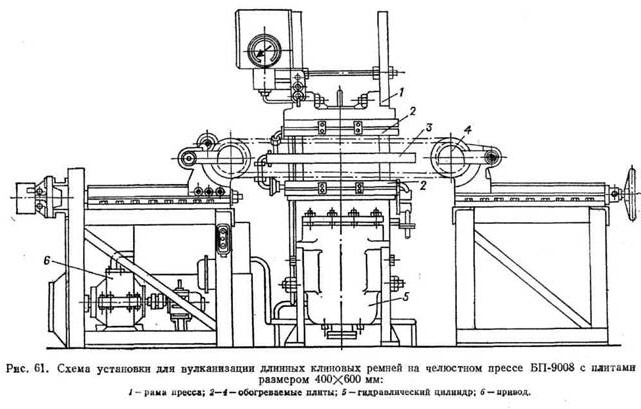
Для вулканизации кордтканевых ремней длиной свыше 1700 мм принят способ, несколько напоминающий вулканизацию плоских ремней и лент. Для этого применяют челюстной пресс, между паровыми плитами которого подвешена особая профильная плита с продольно простроганными канавками (рис. 61). В каждую пару противолежащих канавок одновременно закладывают два противоположных участка вулканизуемого ремня, последовательным передвижением ремень вулканизуют по всей длине.
Плиты для ремней больших профилей имеют внутренний паровой обогрев. Пресс имеет растяжное приспособление, состоящее из двух барабанов с канавками, на которые надеваются вулканизуемые ремни. Стойки барабанов можно устанавливать на требуемом расстоянии от пресса. Один из барабанов может дополнительно перемещаться при помощи гидравлического или механического устройства.
В отличие от плоских ремней, где в растянутом состоянии находится лишь вулканизуемый участок, в данном случае перед зажимом в прессе ремень растягивается по всей длине на 4—6%. В первой закладке вытяжка составляет 60—75% от всей полагающейся вытяжки; при вулканизации последующих участков вытяжка доводится до нормы.
Подобно вулканизационным машинам непрерывного действия, известным в производстве плоских приводных ремней и лент, применяются непрерывные вулканизаторы для клиновых ремней. Сменные барабаны таких машин имеют канавки соответственного профиля.
В ЧССР изготовляются машины двух типов для непрерывной вулканизации ремней длиной от 800 до 1800 мм и от 4,5 до 22 м.
Ротационные прессы для вулканизации клиновых ремней разработаны также в УкрНИИпластмаш для одновременной вулканизации группы ремней одинаковых профилей длиной до 20 м.
Ремни группового привода необходимо выпускать в комплектах, точно подобранными по длине, профилю и по величине упругого растяжения; лишь при соблюдении этого условия все ремни привода будут работать одинаково.
Изготовление зубчатых клиновых ремней с формовым зубом до недавнего еще времени производилось по следующей схеме. В специальной плоской с поперечными зубцами форме заготовлялась и вулканизовалась резиновая матрица, покрытая снаружи тканевым слоем из бязи или доместика. Полученная матрица наклеивалась зубом наружу на сборочный барабан и стыковалась на нем. В той же плоской форме, но в холодном прессе, формовалась заготовка зубчатой части, состоящей из слоя прочной ткани и резиновой накладки требуемой толщины. На зубчатую поверхность матрицы накладывали зубом вниз зубчатую часть заготовки ремня, далее слой сжатия, кордшнур и тканевые полосы слоя растяжения. Затем заготовку разрезали на кольца и вместе с матрицей помещали в вулканизационную форму.
Описанный процесс сборки заготовок зубчатых ремней с формовым зубом достаточно сложен. Поиски более простых приемов привели к новой технологии изготовления зубчатых клиновых ремней с нарезным зубом путем механической обработки —прорезки пазов на цельнопрофильных ремнях.
Для нарезки зубьев на вулканизованных ремнях применяются специально приспособленные зубонарезные станки, известные в машиностроительной практике. Долговечность ремней с нарезным зубом в 2 раза больше, чем цельнопрофильных, из которых они получены. Такие преимущества, как увеличение длительности работы, повышение на 5% к. п. д. и уменьшение на 10—15% массы зубчатых клиновых ремней поставили перед конструкторами машиностроения задачу создания аппарата непрерывной вулканизации клиновых зубчатых ремней. Такой вулканизатор предложен М. М. Макаровым и А. А. Сафоновым.
Клиновые зубчатые ремни по этому предложению можно вулканизовать на нагретом до 180—190 °С барабане, имеющем спиральную трапециевидную канавку с зубчатым дном. При вращении барабана (или системы из двух спаренных барабанов) ремень перемещается по спиральной канавке. При этом ремень сначала формуется, а затем вулканизуется. Давление прессования составляет (20— 25) • 105 Па и создается, как обычно, в барабанных вулканизаторах натяжной стальной лентой. Длительность вулканизации 10 мин; годовая производительность аппарата 6 млн. шт. ремней. Ремни можно изготовлять как с оберткой, так и без нее.
Изготовление зубчатой части плоско-зубчатых ремней несколько напоминает описанное выше изготовление ремней с формовым зубом. И в этом случае зубчатую часть ремня, состоящую из прорезиненной ткани и резины, заготовляют отдельно. Сборка же заготовки ремней производится на станках СКР-1.
Лабораторные испытания клиновых ремней. Принятое для плоских ремней и лент испытание на сопротивление растяжению не показательно для клиновых ремней. В соответствии с небольшими размерами этих ремней предпочитают специальные установки, позволяющие испытывать эти ремни как штучные изделия в условиях, близких к эксплуатационным. Примером подобной установки может служить следующее устройство.
Два шкива, имеющие канавки профиля, отвечающего испытуемому ремню, располагаются один над другим в вертикальной плоскости. Нижний шкив нагружают грузом, подвешиваемым на оси шкива; верхний шкив помещают на оси электромотора. На такой установке, как показатель качества, определяют длительность работы ремня (ходимость) в часах. Ползучесть клиновых ремней при переменной или при постоянной нагрузке может быть определена по методу, описанному в работе. Ползучесть ремней выражается в уменьшении предварительного натяжения, с которым установлен ремень, или в удлинении ремня (в передачах с автоматическим натяжением).
После снятия нагрузки с ремня наблюдается обычное частичное сокращение удлинения, не доходящее все же до первоначальной длины ремня.