

Прорезиненные ткани

Многие РТИ изготовляют из прорезиненных тканей. Последние получают нанесением тонких пленок резины на ткань различными способами. Ниже будут рассмотрены некоторые особенности технологии производства клеев и прорезиненных тканей, а также изделий из них.
Клеи и прорезинивание тканей. Производственно-технологическими показателями клея являются: концентрация, указывающая количество каучука или резиновой смеси в клее; вязкость, определяющая его рабочие свойства, и клеящая способность, определяющая прочность соединения склеенных деталей. Концентрация клея в производственных условиях определяется процентным содержанием сухой смеси в клее или отношением веса этой смеси к весу растворителя, принимая содержание смеси за единицу. Концентрация клея зависит от его назначения и состава резиновой смеси, из которой он изготовлен.
Резиновые смеси с большим содержанием каучука требуют большего количества растворителя. Клеи, приготовляемые из различных видов каучуков, при одинаковых рабочих свойствах (вязкости) значительно отличаются по расходу растворителя. В клеевых смесях, приготовленных на натуральном каучуке, особенно важна предшествующая его обработка. Степень пластикации натурального каучука, которая отражает глубину его деструкции, влияет на вязкость клеев, и с увеличением времени пластикации каучука клей на его основе приобретает заданную вязкость при меньшем расходе растворителя. Однако клеящая способность таких клеев значительно ниже в сравнении с клеями, приготовленными из менее пластицированного каучука.
Рабочие свойства клея, зависящие от концентрации и условий обработки (густота, текучесть, однородность), оцениваются вяз-костью клея. Вязкость клея, приготовляемого в постоянных условиях технологического процесса, достаточно постоянна и мо¬жет однозначно характеризовать основные рабочие свойства клея. В заводской практике применяют ряд упрощенных методов контроля вязкости клеев.
Вискозиметром А. И. Светлова относительную вязкость определяют по продолжительности вытекания определенного объема клея через отверстие в дне сосуда. Наполнение и отмеривание клея производится погружением вискозиметра в клей. Вытекание клея начинается сразу же после извлечения вискозиметра; конец вытекания — это момент образова-ния характерной воронки на поверхности вытекающего клея.
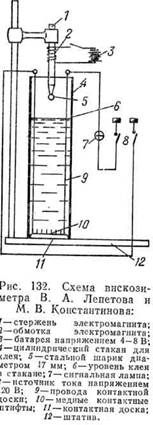
Вискозиметр с падающим шариком, предложенный автором и М. В. Константиновым, применяется для оценки вязкости клея, изготовляемого по ГОСТ 2199—66 и других клеев (рис. 132). Вязкость клея определяется временем падения в среде клея стального шарика. Момент падения шарика отмечается автоматически вследствие того, что шарик, попадая на металлические штифты контактной доски, замыкает электрическую цепь сигнальной лампы.
В последнее время для непрозрачных и очень концентрированных клеев и других систем рекомендовано применение вискозиметров с падающим радиоактивным шариком. Для проверки клеящей способности клея наносят его в определенных условиях на поверхность миткалевых полосок с последующим, по испарении растворителя, дублированием этих полосок. Склеенные полоски подвергаются затем расслаиванию на рычажной разрывной машине или на гистерезисной машине (ГОСТ 264—69) или на приборе Бера.
В качестве растворителей резиновых смесей применяются: бензин, бензол, дихлорэтан, этилацетат, а также смеси растворителей. Этилацетат применяется для производства клеев на основе хлоропренового и нитрильного каучуков. Однако смеси на основе полихлоропрена растворяются в этилацетате лишь в присутствии небольшого ко-личества бензина. Применяются также дисперсии полярных полимеров в бензине, получаемые за счет присадок небольших количеств полимеров, растворимых в бензине.
Приготовление клея производится в лопастных или роторных клеемешалках. В соответствии с емкостью клеемешалки и составом резиновой смеси отвешивается определенное количество смеси, достаточное для заполнения готовым клеем всей полезной емкости клеемешалки. Растворитель перед загрузкой клеемешалки сухой разогретой резиновой смесью и в последующем подается в клеемешалку небольшими порциями. Применяется также непрерывная многочисленными струйками подача с равномерным распределением растворителя по поверхности разрабатываемой массы.
Институтом Автоматики Госплана УССР и заводом «Красный резинщик» разработан автоматизированный процесс изготовления клея в герметически закрываемых клеемешалках.
В целях пожарной безопасности в клеемешалку под давлением в 2-Ю5 Па подается углекислый газ. Одновременно это давление достаточно для выдавливания клея в трубопровод. Обогрев клеемешалки производится отработанным паром.
Все основные элементы автоматической схемы осуществляются по установленному регламенту с сигнализацией о готовности клея.
Процесс приготовления клея достаточно длителен. Исследования последнего времени показывают возможность ускорения его применением ультразвуковых вибраторов.
Для разведения густых клеев применяют клеемешалки, обеспечивающие хорошее перемешивание клеевой массы с добавляемым растворителем. При заданной концентрации и известной вместимости клеемешалки загрузку сухой смеси можно приближенно вычислить по зависимости
По приведенной формуле определяют вес загруженной смеси, исходя из соотношения емкости клеемешалки и объема готового клея, который принят равным сумме объемов смеси и растворителей. В действительности, вследствие контракции, объем клея (полученного из 10 Н смеси) несколько меньше объема его компонентов.
Виды клеев. Наряду с различными клеями для крепления резины к металлам в цехах резиновых заводов (см. главу 5), заводы РТИ изготовляют ряд клеев для промышленности, сельского хозяйства и потребительского назначения. Изготовляются клеи для крепления вулканизованных резин к металлам, резин к резине и к другим материалам (клеи СН-57; СН-58); самовулканизующиеся клеи для ремонта изделий из вулканизованных резин или прорезиненных тканей (клеи СВ-1; СВ-2).
В последнее время приобрели большое значение резиновые пасты (герметики), получаемые путем химического соединения пластмасс с резиновыми материалами. Эти пасты имеют консистенцию от жидкотекучей до пастообразной. Особенно широко используют герметики, получаемые на основе жидкого тиокола. При добавке соответствующих агентов (перекись марганца, двуокись свинца и др.) они способны вулканизоваться при комнатной температуре, переходя при этом в резиноподобное состояние без заметной усадки.
Ненаполненные вулканизаты жидкого тиокола имеют малую прочность и недостаточную адгезию к металлам. Введение наполнителей (например, ламповой сажи, литопона, двуокиси титана) и адгезионных присадок (эпоксидной смолы Э-40) повышает прочность и адгезионную способность герметиков. Тиоколовые герметики выпускают комплектно: герметизирующая паста, вулканизующая паста и ускоритель, которые смешивают непосредственно перед применением.
Такие пасты, несмотря на отсутствие растворителей, способны прилипать и прочно связываться при комнатной температуре с многими материалами в авиационной промышленности, в строительстве и других отраслях промышленности.
Герметики применяются для уплотнения в самых различных условиях; так в емкостях, аппаратах и приборах ими уплотняют зазоры; в болтовых, заклепочных, фланцевых, резьбовых и других сочленениях они обеспечивают уплотнение во время работы на воздухе или в топливах; ими герметизируют штепсельные разъемы, конопатку палубных швов, заделку наружных стыков крупнопанельных зданий и т. п.
Клеепромазкой, или прорезиниванием, называют процесс нанесения на клеепромазочной машине тонких слоев резинового клея на ткань: после удаления растворителя на ткани остается плотно прилипшая очень тонкая пленка резиновой смеси. Нанесение таких слоев повторяют несколько раз. Последующей вулканизацией обеспечивается малая водо- и газопроницаемость прорезиненной ткани при относительно небольшом весе резинового покрытия.
Нанесение первого слоя — наиболее ответственный момент клеепромазки; в случае сильного нажима ножа на ткань или при использовании жидкого клея возможно продавливание (пробивка) клея на лицевую сторону ткани, что повлечет за собой неисправимый брак. Практикой выработаны некоторые приемы, устраняющие названную опасность.
Например, в случае прорезинивания перкаля, миткаля или шелка целесообразно заправляемый конец обвести сначала вокруг резинового вала, затем вокруг товарного ролика и снова направить на резиновый вал. В этом случае нижний слой ткани служит добавочной эластичной подкладкой. При обработке ткани жидкими клеями (1: 10) какая-либо опора для ткани недопустима. В этом случае нож поднимают и перед валом машины устанавливают деревянный нож (раклю). Давление, оказываемое таким ножом на ткань, невелико и достаточно лишь для поверхностного смазывания ее клеем. Для приема стекающего с кромок ткани клея ставят лоток.
Второй слой обычно наносят более толстый, чем первый. Его назначение — закрыть поры на поверхности ткани. В том случае, когда следует прорезинить и вторую сторону ткани, необходимо применять подкладочную ткань. «Посадка» ткани на подкладку идет одновременно с нанесением первого слоя клея на второй стороне ткани. На заводах, располагающих клеепромазочными машинами большой ширины, применяется одновременная заправка двух полотеь ткани.
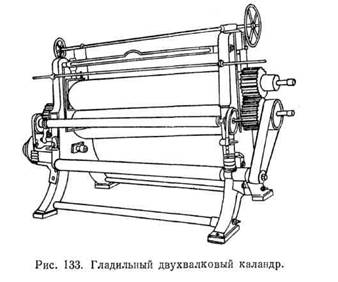
Проглаживание прорезиниваемой ткани на гладильном двух-валковом каландре (рис. 133) ведет к уплотнению резинового слоя и может загладить узелки или иные утолщения ткани. Такое гла-жение применяется в случае нанесения большого числа слоев и производится после нанесения пятого-шестого слоя.
Верхний валок гладильного каландра оказывает давление на нижний собственным весом или действием нажимных винтов или рычагов с контргрузами. Почти одинаково с названными каландрами устроены так называемые дублировочные каландры, применяемые в тех случаях, когда по ходу работы требуется сдваивать (дублировать) два или более полотна прорезиниваемой ткани. В отдельных случаях такое дублирующее устройство может быть выполнено на самой клеепромазочной машине.
Клеепромазка тканей из синтетических волокон, например капрона, пропитанного смолой 89, проводится на сниженных, по сравнению с промазкой хлопковых тканей, скоростях, что зависит от удлинения времени смачивания синтетических волокон (как и стекловолокна) клеевыми растворами.
Оптимальная скорость клеепромазки составляет 12—15 м/мин. Вулканизация промазан-ных тканей проводится на барабанных вулканизаторах, а также в вулканизационных камерах и котлах (длительностью 30—40 мин при 143СС). Газо- (по водороду) и паропроницаемость прорези-ненных резино-капроновых конструкций, изготовленных с приме-нением пропитки водным раствором смолы 89, в 1,5—2,0 раза ниже, чем исходных резин.
Противоположные меры при изготовлении клеев и клеепромазки. Большая огнеопасность бензина и других растворителей требует особо строгого соблюдения противопожарных мер в цехах приготовления клея. Иногда бывали вспышки паров растворителя при закрывании или открывании лопастных клеемешалок.
Вследствие высокой концентрации паров в рабочей зоне клеемешалки вспышки редко сопровождаются взрывом, однако такие случаи возможны. При пожаре клеемешалку следует немедленно закрыть крышкой и накрыть асбестовым одеялом. Асбестовые одеяла, войлочные кошмы и пеногонные огнетушители должны всегда иметься в клеемешальном цехе. Жидкие клеи молено транспортировать по трубам при помощи шестереночных насосов. Чтобы избежать высыхания клея на стенках труб и засоса воздуха, вся разводящая линия все время должна быть заполнена клеем.
Трение прорезиниваемой ткани о нож и другие части машины вызывает образование зарядов статического электричества. То же происходит при раскатке прорезиненных слоев и при вытяжке ткани, производимой задним барабаном. Заряды эти достигают весьма высокого потенциала (10—15, а иногда и 30 кВ) и сопровождаются ценообразованием. При наличии значительного количества бензиновых паров над плитой машины такое ценообразование может вызвать пожар; поэтому необходимо принять меры, чтобы не допустить образования зарядов, а если они возникли, то ликвидировать их.

Так как заряды статического электричества возникают в случаях отрыва одной от другой разнородных поверхностей, то пункты 1 у товарного ролика и 2 за ножом машины (рис. 134) являются основными местами образования зарядов. Заряды также образуются в пункте 3 при сходе ткани с заднего барабана вследствие разницы окружных скоростей этого барабана и переднего вала машины и возникающего от этого трения барабана о ткань. Возможно образование зарядов при сходе ткани с поддерживающих роликов в пунктах 4, особенно если валики вращаются недостаточно свободно; при накатке ткани на приемный ролик также возможно образование зарядов в пункте 5.
Для снятия зарядов металлические части машины (станину, плиту, нож) тщательно заземляют, а поддерживающие металлические ролики снабжают скользящими контактами. Однако отвод зарядов через заземление может быть осуществлен лишь при достаточно высокой проводимости материала.
Как диэлектрики резиновые смеси в ткани обладают малой объемной проводимостью. Применение таких наполнителей, как сажа или окись цинка, несколько увеличивает объемную проводимость резиновой смеси. Однако, чтобы обратить ее хотя бы в полупроводник электричества, необходимо очень большое количество наполнителей, при котором эластические свойства резины в значительной мере теряются. Возможно сделать полупроводником бензин, растворяя в нем олеат магния, но выделение последнего на каучуковой пленке после испарения бензина значительно снижает клейкость пленки.
Отвод зарядов можно обеспечить, если увеличить поверхностную проводимость материала. Так как заряды на поверхности прорезиненной ткани хотя и высоки по потенциалу, но ничтожны по количеству электричества, то даже небольшое уменьшение поверхностного сопротивления поведет к возможности образования поверхностных токов и, следовательно, к снижению потенциала.
Поверхностная проводимость может увеличиться при увлажнении резинового слоя, однако в воздушной зоне, примыкающей к горячей плите клеепромазочной машины, относительная влажность воздуха низка (30—40%). Лишь очень значительное увлажнение воздуха, поступающего в цех, могло бы повести к соответственному повышению влажности в указанной зоне. Из практики известно, что в сырые летние дни и в зимние оттепели, когда воздух более насыщен влагой, вспышек обычно не наблюдается. В холодные же зимние дни и в часы, следующие за быстрым снижением температуры, приходится наибольшее количество пожаров.
Увлажнение воздуха вблизи мест образования зарядов может значительно улучшить поверхностную проводимость резинового слоя. Автором в 1929 г. были выведены на клеепромазочных машинах паровые увлажнители в пункте 2 (см. рис. 134), представляющие собой паропроводную трубку, расположенную параллельно ножу машины и снабженную тонкими отверстиями для выхода пара.
Возможен третий путь снижения зарядов — увеличение электропроводности воздуха для лучшего стекания через него зарядов. Сухой воздух — плохой проводник, а потому увлажнение воздуха полезно и в этом случае. Однако ионизация воздуха путем увлажнения недостаточна, требуется местная ионизация в пунктах, где необходимо отводить скопившиеся заряды.
Простейший ионизатор представляет собой заземленную латунную или медную полосу, к которой припаяны тонкие штифты или металлическая бахрома, своими остриями обращенные к поверхности резины и отстоящие от нее не более чем на 10 мм. Проходя под таким разрядником, резиновый слой, заряженный отрицательно, возбуждает в разряд-нике положительные заряды. Воздух в зоне разрядника ионизи-руется, происходит явление так называемого «тихого разряда», и потенциал на резиновом слое снижается.
Однако эффект ионизации, создаваемый разрядником, невелик; для полного снятия заряда необходимо подведение к разрядникам извне зарядов высо-кого напряжения от высокочастотных установок. Накопление статистических зарядов предотвращается источниками ионизирующего излучения, расположенными на расстоянии нескольких сантиметров от заряженного тела.
Тушение вспышек паров бензина на клеепромазочных машинах производится с помощью пеногонных огнетушителей. Если машина покрыта вентиляционным кожухом, целесообразно люки в кожухе прикрывать металлической сеткой. В этом случае горение происходит над поверхностью сеток. Люки должны быть легко откидывающимися, иначе в случае взрыва под кожухом последний может быть сорван с машины.
Возможности улучшения клеепромазочных машин. Процесс промазки тканей резиновым клеем — один из старейших в резиновом производстве. Он непрерывно улучшается и совершенствуется. Известны клеепромазочные машины, в которых задний вал заменен барабаном, обложенным резиной, с расположенным над ним ножом (раклей).
На этой же стороне машины устанавливается второе приемно-раскаточное приспособление. Ма¬шина снабжается индивидуальным приводом от электромотора с реверсивным управлением хода. На такой машине после накладки одного слоя клея можно, не переставляя рулона с тканью, дать обратный ход и накладывать второй слой клея. Известны двухвальные (двухэтажные) клеепромазочные машины, позволяющие вести клеепромазку двух рулонов ткани одновременно, а также машины для двухсторонней промазки.
Имелось предложение валы машины — передний металлический, обложенный резиной, и задний — деревянный, обтянутый тканью,— заменить металлическими. При этом ролики, направляющие ткань, устраняются, а обогреваемая паром плита заменяется стальной бесконечной лентой, проходящей через металлические валы.
Обогрев ленты производится электрическим током, пропускаемым через подшипники переднего и заднего валов. Необходимый для этого ток низкого напряжения и большой силы получается от специального монтируемого на машине трансформатора. Подлежащая прорезиниванию ткань направляется по наружной стороне бесконечной ленты как в верхней, так и в нижней ее ветвях; ткань и стальная лента движутся синхронно. Вследствие синхронного движения ленты и лежащей на ней ткани трение устраняется, а возникающие при разматывании (отрыве) ткани с валика электрозаряды легко стекают через стальную ленту, соприкасающуюся с тканью на большой поверхности.
Предлагалось также заменить плиту вращающимся и обогреваемым внутри металлическим барабаном. Поскольку в данном случае ткань движется с барабаном, все время к нему прилегая, отвод статического электричества улучшается.
Рекуперация растворителей. Применение в производстве резиновых клеев связано с испарением растворителей. Имеется несколько путей рекуперации легко летучих растворителей. Для резинового производства были предложены аппараты: а) действующие на принципе выделения растворителя из воздушно-бензиновой смеси путем охлаждения и б) основанные на поглощении паров растворителя твердыми адсорбентами.
В рекуперационных устройствах с применением охлаждения, действующих без принудительной циркуляции, возврат растворителя (бензина) составляет лишь 15—30% количества, испарившегося на плите машины. Система рекуперации с принудительной циркуляцией воздуха по замкнутому циклу дает возврат растворителя порядка 50%.
Значительно большие возможности представляет собой второй метод рекуперации, основанный на применении твердых адсорбентов. Для этого используется активированный уголь или силикагель. Силикагель — гидратная форма коллоидной Si02 и получается осаждением минеральными солями и кислотами из разбавленных растворов кремнекислого натрия.
Объемная поглотительная способность их почти одинакова, весовая же — резко разнится; активированный уголь при равном насыпном весе поглощает примерно вдвое больше паров растворителя, чем силикагель. Влажность значительно понижает поглотительную способность силикагеля в отношении летучих растворителей, что не наблюдается в случае применения активированного угля. Возможность применения влажного активированного угля снижает пожарную опасность рекуперационной установки и упрощает эксплуатацию ее. Количество поглощенных паров бензина зависит от концентрации воздушно-бензиловой смеси. В случае рекуперации бензина в целях безопасности следует работать с концентрациями порядка 20—25 сН/м3.
Активированный уголь помещают в стальных поглотителях-адсорберах. Обычно ставят три адсорбера; в то время как через первый и второй просасывается воздух с парами растворителя, третий освобождается от него. Десорбция производится путем продувки адсорбера острым паром. Испаряющийся растворитель вместе с парами воды направляется в конденсатор, затем в отделитель, откуда через контрольное устройство следует в приемник. На поглощение ставят второй и третий адсорберы, а первый переключается на десорбцию.
Поглощение бензина в адсорберах и последующая десорбция его дают выход до 97%, считая на количество растворителя, испаряемого на плите машины, и до 80%. от общего расхода на производство. Невозвратные потери слагаются из потерь при изготовлении клея, при хранении и транспортировании его, при испарении под ножом, вне кожуха машины и в остатке растворителя, уносимого резиновым слоем на ткани.
По расчетным данным, затраты на 10 кН рекупированного бен¬зина в зависимости от системы рекуперациоиных устройств, опре¬деляются следующими цифрами:
Расхоц электроэнергии…………………………… 300 кВт • ч
» воды……………………………………………………. 500 м3
» пара……………………………………………………. 30—45 кН
» активированного угля…………………………… 10Н
Хотя практические данные оказывались примерно вдвое большими, все же стоимость рекуперациоиных установок амортизируется уже на первом году их работы.